全國咨詢熱線:18952034565
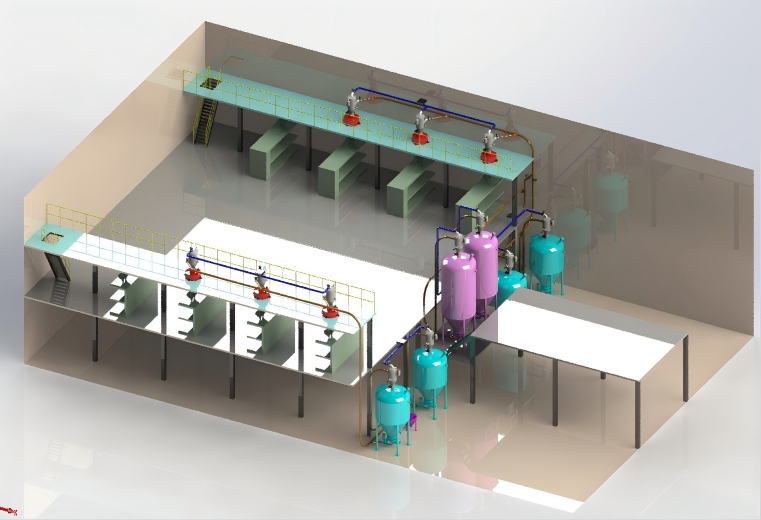
農藥原藥多為超細粉體、結晶顆粒物料,具備粒徑細小、易揚塵、毒性強、吸潮易分解、物料活性敏感等特征,是化工生產中管控難度極高的原料品類。傳統農藥投料普遍采用人工敞口倒料、料斗開放式投料模式,作業過程中極易出現粉塵飛揚、物料泄漏、吸潮結塊等問題,不僅造成原藥損耗、配比精度偏差,還會引發操作人員中毒、車間環境污染、物料交叉污染等安全合規隱患。真空上料機依托負壓密閉氣力輸送原理,實現農藥原藥從料倉到反應釜、混合設備的全程封閉輸送,精準適配農藥生產的安全、環保、高質生產要求,是解決原藥投料痛點的核心自動化密閉設備。
全流程密閉輸送,徹底杜絕粉塵外泄與人身安全風險,是該設備核心的應用優勢。農藥原藥大多具備不同程度生物毒性與刺激性,敞口投料產生的懸浮粉塵,極易通過呼吸道、皮膚接觸危害作業人員身體健康,長期人工投料存在慢性中毒、皮膚過敏、呼吸道損傷等職業風險。同時飄散的原藥粉塵會沉降在車間設備、地面縫隙,難以徹底清潔,持續污染生產環境,部分易燃型農藥粉體還存在粉塵爆炸安全隱患。真空上料機采用管道負壓密閉輸送結構,物料全程在封閉管路內懸浮輸送,無任何敞口接觸環節,從物理層面杜絕粉塵外溢,有效規避職業健康危害與粉塵安全隱患,全面優化農藥車間作業環境。
密閉輸送體系可精準保護原藥物料性狀,保障農藥產品配方精度與品質穩定。多數農藥原藥化學性質敏感,接觸空氣后易吸潮、氧化、揮發失效,敞口投料過程中,粉體與空氣大面積接觸,極易出現吸潮結塊、有效成分分解損耗的問題,導致原藥有效含量下降、物料均勻度變差,直接影響后續復配、乳化、制劑生產的配比精度,造成成品藥效不穩定、批次差異過大。真空密閉輸送環境隔絕了外界空氣、水汽與雜質干擾,大幅降低原藥吸潮氧化概率,完整保留原藥有效活性成分。同時負壓氣流輸送無機械擠壓、劇烈摩擦,不會造成原藥晶體破碎、超細粉體分級離析,保障物料粒徑均勻、組分穩定,從源頭把控農藥成品品質。
有效杜絕物料交叉污染與雜質混入,適配農藥多品種輪換生產需求。農藥生產多為小批量、多品類輪換加工,除草劑、殺蟲劑、殺菌劑原藥品類繁雜,傳統敞口投料設備殘留多、清潔難度大,極易出現批次殘留混料、不同品類原藥交叉污染的問題,引發產品藥害、質量不合格等重大生產問題。真空上料機配備全自動反吹清灰系統,每次投料作業完成后,可自動清理濾芯及管路內部殘留原藥粉體,無物料死角堆積。設備采用快拆式模塊化結構,拆裝清洗便捷,可快速完成換線清潔滅菌,徹底解決批次殘留污染問題,完美適配農藥工廠多品種輪換生產的潔凈管控要求。
自動化密閉作業大幅提升生產效率,降低原藥損耗與生產成本。傳統人工投料作業強度大、投料速度不均勻,易出現斷料、溢料、投料過量等問題,導致生產線啟停頻繁,嚴重制約連續化生產效率,同時揚塵造成的原藥損耗率居高不下,大幅增加原料生產成本。真空上料機可根據后端反應設備料位自動啟停、勻速定量補料,全程自動化運行,無需人工值守干預,保障生產線連續穩定運轉,有效提升投料效率與整體產能。密閉無揚塵的輸送模式,徹底杜絕原藥粉體飄散浪費,將物料損耗率降至極低水平,顯著提升貴重農藥原藥的利用率,為企業縮減原料與人工成本。
契合農藥行業環保與安全生產合規標準。當下化工環保管控日趨嚴格,車間無組織粉塵排放、職業安全防護是農藥生產核查的核心指標。傳統敞口投料產生的無組織粉塵,極易造成廢氣排放超標,面臨環保整改風險。真空上料機密閉輸送模式實現粉塵零排放,車間潔凈度穩定達標,完全符合化工行業環保排污、安全生產及職業健康規范,幫助企業規避合規風險,實現標準化、綠色化生產。
真空上料機的密閉輸送優勢,精準解決了農藥原藥投料環節粉塵污染、安全隱患大、物料易變質、配比精度差、損耗率高的行業痛點。通過全封閉負壓輸送實現安全作業、物料保護、潔凈生產、降本增效的多重賦能,適配各類粉狀、結晶狀農藥原藥的投料場景,是現代農藥生產實現自動化、綠色化、標準化升級的關鍵配套設備。
本文來源于南京壽旺機械設備有限公司官網 http://www.tjxcqh.com/